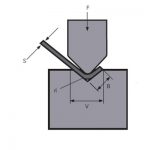
Хэвлэлийн тоормосны гулзайлтын машин нь хавтангийн шулуун шугамын гулзайлтыг голчлон гүйцэтгэдэг. Энгийн хэв, технологийн тоног төхөөрөмжийг ашигласнаар металл хуудсыг тодорхой геометрийн хэлбэрт оруулахаас гадна сунгах, цоолох, цоолох, атираат дарах зэргээр боловсруулах боломжтой. Бодит үйлдвэрлэлд CNC хэвлэлийн тоормосны машиныг ихэвчлэн янз бүрийн геометрийн хэлбэрийн металл хайрцаг, хайрцагны бүрхүүл, U хэлбэрийн дам нуруу, тэгш өнцөгтийг гулзайлгахад ашигладаг. Түүний боловсруулалт нь өндөр нугалах шулуун, шүдний ул мөргүй, хальслахгүй, үрчлээгүй гэх мэт давуу талтай.
CNC гулзайлтын машин үйлдвэрлэх технологийг тасралтгүй хөгжүүлснээр түүний байрлал тогтоох өндөр нарийвчлал, тав тухтай байдал, идэвхжилгүй эвдрэлийн нөхөн олговор, боловсруулсан бүтээгдэхүүний сайн тууштай байдал зэрэг давуу талууд нь дийлэнх хуудас металл үйлдвэрлэгч компаниудын сонирхлыг татах болсон. Гэсэн хэдий ч хязгаарлагдмал хүслээр нугалах машиныг хэрхэн илүү сайн ашиглах, түүний үйл ажиллагаа, давуу талыг бүрэн дүүрэн ашиглах нь CNC хэвлэлийн тоормосны нугалах машин ашигладаг үйлдвэрлэгчдийн анхаарал хандуулж, яаралтай шийдвэрлэх шаардлагатай асуудал болжээ. Урт хугацааны үйлдвэрлэл, ашиглалтын явцад Жүнгрүй нь туслах багаж хэрэгслийг нэмж, одоо байгаа хэвийг өөрчлөх, талбайг уян хатан ашиглах замаар нугалах машины үйл ажиллагааг үр дүнтэйгээр өргөжүүлж, хуримтлуулсан туршлага хуримтлуулсан. Энэ нийтлэл нь Zhongrui-ийн CNC хэвлэлийн тоормосны машин DA66T-ийг жишээ болгон авч, ашиглах ур чадварыг нарийвчлан танилцуулсан.
Туслах хэрэгсэл нэмнэ
Хэрэв та хэвлэлийн тоормосны машиныг уян хатан, хэрэглэхэд хялбар болгохыг хүсвэл туслах хэрэгсэл нэмэх нь чухал юм. Туслах хэрэгслийг нэмэгдүүлэх нь CNC гулзайлтын машин хэрэгслийн боловсруулалтын хүрээг өргөжүүлэхээс гадна боловсруулалтын үр ашгийг дээшлүүлэх боломжтой юм.
1) Шилжилтийн хавтан (хурдан хэвэнд зориулсан дунд хавтан)
Гулзайлтын машины нээлтийн өндөр нь дээд ба доод ажлын ширээний хоорондох зайг хэлнэ. CNC гулзайлтын машин DA66T нь илүү том нээлтийн өндөртэй тул боловсруулах хүрээг өргөжүүлэхийн тулд том нээлхийг ашиглах талаар бодож үзээрэй. 1-р зурагт үзүүлснээр анхны шилжилтийн хавтан дээр өөр шилжилтийн хавтанг нэмж оруулснаар тухайн хэсгийн хажуугийн гулзайлтын өндрийг (85 мм хүртэл) нэмэгдүүлэх боломжтой бөгөөд ингэснээр хажуугийн нугалах ирмэгүүд нь илүү өндөр гүн боловсруулалт хийх боломжтой болно. Өөрөө хийсэн шилжилтийн самбар нь шилжилтийн хавтангийн өргөнийг өөрийн нийтлэг хэсгүүдийн дагуу тохируулах боломжтой бөгөөд хоёр талдаа илүү өндөр нугалах ирмэг бүхий жижиг өргөнтэй хэсгүүдийг боловсруулахад хамгийн тохиромжтой.

2) Урд талын самбарын булан
2-р зурагт үзүүлснээр машины урд хэсэг нь булангаар тоноглогдсон бөгөөд энэ нь жижиг хэсгүүдийг байрлуулж, эд анги авах хугацааг багасгадаг. Үүний зэрэгцээ жижиг ажлын хэсгүүдийг боловсруулах, цуглуулах ажлыг хөнгөвчлөхийн тулд жижиг ажлын ширээ суурилуулсан.

Мөөгөнцөрийг бүрэн ашиглах
CNC хэвлэлийн тоормосны гулзайлтын машиныг ашиглах нь голчлон дээд ба доод хэвэнд тулгуурладаг. Хэрэв хэвний тоо бага, хэрэглээ нь уян хатан биш бол машин хэрэгслийн боловсруулалтын хүрээ ихээхэн хязгаарлагдах болно. Тиймээс, тогтсон нөхцөлд, оновчтой хослуулах, хэсэгчлэн хувиргах замаар одоо байгаа хэвний үйл ажиллагааг хэрхэн нэмэгдүүлэх вэ гэдэг нь машин хэрэгсэл хэрэглэгч бүрийн бодож үзэх ёстой асуудал юм. Дараах нь CNC гулзайлтын машины хэвийг өөрчлөх замаар бидний ашигладаг өргөтгөлийн функц юм.
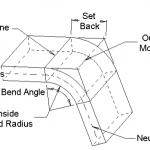
1) Дээд хэвний нунтаглах үзүүр R
Дээд хэвийг удаан хугацаагаар ашиглах үед түүний үзүүрийн элэгдэл тогтмол бус өөрчлөгдөнө. Мөөгөнцрийн өндөр өөрчлөгдөж, гулзайлтын нарийвчлалыг баталгаажуулах боломжгүй. Нунтаглах, R үзүүрийг засах, том V хэлбэрийн ховилтой тааруулах замаар зузаан хавтанг нугалж болно. Энэ нь хэвний үйлчилгээний хугацааг уртасгадаг.
2) Тэгшлэхийн тулд хаягдал хэвийг өөрчил
Нийлмэл гулзайлтын хэв байхгүй тохиолдолд үхсэн ирмэгийг хэрхэн яаж дарах тухай бүрдүүлэх асуудлыг шийдэх нь жишээ юм. Үхсэн ирмэг нь хоёр давхарга нь хоорондоо давхцдаг нугалж хэлбэр бөгөөд ихэвчлэн арматурын ажилд ашиглагддаг. Ерөнхийдөө 2 мм-ээс дээш хэмжээтэй самбар дээр дарагдсан ирмэгүүд бараг байдаггүй. Хэвлэлийн үхсэн ирмэгийг нийлмэл гулзайлтын хэвээр үүсгэх шаардлагатай бөгөөд энэ нь үүсэхийн тулд хоёроос илүү процесст хуваагдах ёстой.
Түгээмэл хэрэглэгддэг арга бол 3-р зурагт үзүүлсэн шиг нийлмэл гулзайлтын хэвийг ашиглах явдал юм. Эхний алхамд материалыг 30 ° хүртэл нугалж, хоёр дахь шатанд 30 ° гулзайлтын өнцгийг урд талын төгсгөлд байрлуулна. нийлмэл хөгц, материалыг үхсэн ирмэг болгон нугалав. Гэхдээ бидэнд нийлмэл гулзайлтын хэв байхгүй, зөвхөн 30°-ын хурц өнцөгт нугалах өлгүүр байдаг. Нийлмэл гулзайлтын эхний алхамыг одоо байгаа хөгцөөр дуусгаж, хоёр дахь алхам нь зөвхөн өөр аргыг олох боломжтой. Хоёр дахь шатанд дээд ба доод хэв хоёулаа тэгш байна. Шинжилгээ хийсний дараа одоо байгаа давхар v-ховилтой доод хэвний дунд хэсгийг онгоцны хэсэг болгон ашиглаж болох ба дээд хэв нь онгоц хайж байна. Одоо байгаа хаягдсан дээд хэвийг гаргаж аваад хутганы ирмэгийг хавтгай хэв маягаар нунтаглана, ингэснээр даралтын үхсэн ирмэг үүсэх асуудлыг шийднэ.

Энэ багцыг өөрчилсөн хэвийг ашиглан хавтгайруулж болно. Бодит боловсруулалтанд машин хэрэгслийн операторууд заримдаа тэгш бус гулзайлтын ирмэг эсвэл гулзайлтын хэмжээс зэрэг алдаа гаргадаг. Хэсгийн гадаргуугийн шаардлага өндөр биш тохиолдолд зөвхөн гулзайлтын ирмэгийг тэгшхэн тогшихын тулд хэсгийг хусах нь харамсалтай. Нокаут нь маш их хөдөлмөр шаарддаг боловч дээрх хэвний хослолыг ашиглан амархан тэгшлэнэ. Эд ангиудыг гараар дээд доод хэвэнд хялбархан дарж, дараа нь эд ангиудыг CNC нугалах машинаар тэгшлэнэ.
Үйл ажиллагааны явцад ур чадвар
1) Гулзайлтын хэв, боловсруулах материалыг байрлуулах
Төлөвлөгөөг зохион байгуулахдаа дараахь хүчин зүйлсийг анхаарч үзэх хэрэгтэй.
а. Ижил зузаантай материалыг хооронд нь байрлуулах;
б. Нэг загварын хэвийг хамтад нь байрлуулах;
в. Ижил хэлбэрийн хэвийг хамтад нь байрлуулна.
Энэ нь хэвийг солих хугацаа, давтамжийг багасгаж чадна.
2) Нарийн ба жижиг хэсгүүдийн зөв өнцгийн байрлал
Гулзайлтын хэсэг нь нарийхан, урт байвал түүнийг олоход амаргүй. Боловсруулалтын явцад шийдвэр гаргасны дараах байрлал нь ихэвчлэн тохиолддог бөгөөд нугалж буй хэсэг нь хазайхад хялбар байдаг. Тиймээс 4-р зурагт ашигласан аргыг ашиглан хэвийг доод хэвэнд нааж, зөв өнцгийг хангана. Ингэж гулзайлгах үед хэсэг нь амархан хазайдаггүй.

3) Гурвалжин хэсгүүдийг гулзайлгах
Гулзайлтын хэсгүүдийг нугалж байх үед хурц өнцөгтэй хэсгүүд нь арын дүрэмд ойртох нь тийм ч хялбар биш юм. Ерөнхийдөө хамгийн бага хэмжээс L ≤10 мм бол шууд арын дүрмийн дагуу байрлал тогтоох төхөөрөмжийг анхаарч үзэх хэрэгтэй. Бодит ажилд дизайн, процессыг үл тоомсорлоход хялбар байдаг бөгөөд ийм асуудал байнга гардаг. Боловсруулахдаа тухайн эд ангиудын хэмжээнээс хамааран нэг ширхэгийг гулзайлтын хэвтэй, давхар хэсэг нь тулгууртай нийцэж байгааг тогтооно.
4) Нимгэн хавтан R нэмнэ
Үйлчлүүлэгчдийн өөр өөр хэрэгцээ шаардлагаас шалтгаалан гулзайлтын ирмэг дээр шаардагдах R утга нь мөн өөр өөр байдаг. Боловсруулалтын явцад хэмжээсийн өндөр нарийвчлал шаарддаггүй хэсгүүдийн хувьд тулгуур хавтанг ашиглан R утгыг нэмэгдүүлснээр гулзайлтын дараа шаардлагатай R утгыг олж авах боломжтой. Загварын шаардлагын дагуу R нь хавтангийн зузааныг сонгож, 5-р зурагт үзүүлсэн хэлбэрт оруулахын тулд V ба дотор R хоорондын хамаарлыг хэлнэ. Ашиглах үед дээд хэвийг хавчихын тулд хавчаар ашиглана. Энэ аргыг хэрэглэхэд хялбар бөгөөд олон давхаргад хэрэглэж болно.

5) Нэг хэсэг ба олон хэвний тохиргоо
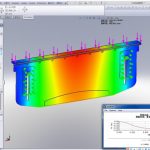
Zhongrui 2 гидравлик цилиндр бүхий DA66T CNC нугалах машиныг үзүүлэн болгон ашигласан. Зураг 6-д үзүүлсэн олон хэвний тохиргоог туршиж үзсэн, өөрөөр хэлбэл, нэг загварын дээд доод хэвийг хэсэг хэсгээр нь нэг дор суулгаж, бүхэл хэсгийн хэд хэдэн гулзайлтыг боловсруулж дуусгаж, хэвийг суурилуулах хугацааг багасгадаг. болон эд ангиудыг дахин дахин боловсруулах. Одоогийн байдлаар зах зээл дээр ижил өндөртэй гулзайлтын дээд хэв гарч ирэв. Дээд хэвний өндөр нь бүгд жигд бөгөөд өөр өөр хэлбэрийн хэвийг нэг ширээн дээр ашиглаж болно. Ийм байдлаар янз бүрийн хэвийг сегментчилсэн гулзайлтын ажлыг гүйцэтгэх боломжтой.

6) Ердийн хэсгүүдийн програмын бүртгэл
Ердийн эд ангиудыг боловсруулсны дараа боловсруулалтын параметрүүдийг цаг тухайд нь бүртгэж, програмыг гулзайлтын машины хадгалах хэсэгт зургийн дугаараар хадгалах ёстой бөгөөд ингэснээр ирээдүйд дахин ашиглах боломжтой бөгөөд цувралыг ихээхэн хэмжээгээр багасгана. гулзайлтын өмнөх бэлтгэлийн . Та мөн хэсгийн нэр, зургийн дугаар, график, материал, гулзайлтын параметрүүдийн тусгай тохиргоог агуулсан хүснэгт хийж болно. Хүснэгт нь ган хавтан, хөнгөн цагаан хавтан, зэвэрдэггүй ган хавтан гэж хуваагддаг. Төрөл бүр нь материалын зузаанаар ялгагдана. Ердийн хэсгүүдийг олоход шаардагдах хугацаа багасна. Хэрэв процессын карттай хослуулсан бол энэ нь маш бүрэн боловсруулалтын заавар юм. Туршлага багатай шинэ ажилчид ч гэсэн эд анги боловсруулах зааварчилгааг дагаж болно.
7) Мөөгөнцрийн урт нь хэсэг хэсгээрээ нугалахад хангалтгүй
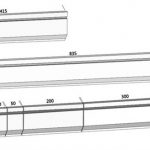
Газар дээр нь боловсруулахдаа хэвний урт нь гулзайлтын ирмэгээс бага байх нь ихэвчлэн тохиолддог. Олон тооны тусгай хэвийг суурин бүтээгдэхүүний ашиглалтын дагуу тодорхойлдог тул хэвний урт нь гулзайлтын ирмэгээс бага байх үед сегментчилсэн гулзайлтын аргыг хэрэглэдэг. Мөөгөнцрийн урт нь гулзайлтын ирмэгтэй ойрхон байвал гулзайлтын ирмэгтэй перпендикуляр ирмэгийг урж, дараа нь гулзайлтын ирмэгийг шаардлагатай хэмжээгээр хэсэг хэсгээр нь нугалав. Зураг 7а нь нугалсан хэсгийн зүүн тал, Зураг 7б нь нугалсан хэсгийн баруун тал юм.

8) Арын хэмжигч дээр тулгуурыг ашиглан байрлалд оруулна
Гулзайлтын хэсгийн хэмжээ том, арын хэмжигчээр байрлуулах үед эд анги нь өөрийн жингээс болж живдэг, гар бариулдаг хэсэг нь богино, оператор нь ажлын хэсгийг барихад амаргүй байдаг. Эд ангиудын тэгш байдлыг хангахын тулд арын дүрмийн дагуу хэсгүүдийг гараар тэгш байлгахын тулд оператор байрлуулсан байх ёстой. Тиймээс ийм хэсгүүдийг боловсруулахдаа 2 операторыг зохион байгуулах ёстой. Уг ажилд арын царигийг тодорхой хэмжээнд хүртэл буулгаж болох ба арын царигийн шонгуудыг байрлал тогтооход ашиглаж, арын цариг дээр хэвтээ байдлаар эд ангиудыг байрлуулдаг болох нь тогтоогдсон. Энэ нь зөвхөн операторын тоог цөөлөхөөс гадна боловсруулалтын нарийвчлалыг үр дүнтэй баталгаажуулдаг.
9) Гүн хаалттай хэлбэрийн гулзайлтын
Бодит боловсруулалтанд гүн хаалттай хэлбэрийн гулзайлтын боловсруулалтыг уян хатан байдлаар ашиглаж болно. Битүү хэлбэрийн гүн нугалах өлгүүр байхгүй тохиолдолд 7-р зурагт үзүүлсэн шиг эд ангиудыг гулзайлгах үед 8-р зурагт үзүүлсэн хавчих төлөвийг авна. Шилжилтийн самбарыг салгаж, зай нь хэсгийн өргөнөөс арай том, хэмжээ нь боломжийн хуваарилагдсан бөгөөд хоёр хэсгийг нэг дор нугалж болно.

Дээр танилцуулсан боловсруулах арга, техникүүд нь бүтээгдэхүүний олон тооны ижил төстэй эд ангиудын боловсруулалтын асуудлыг шийдэж чаддаг бөгөөд олон сорт, жижиг багц, богино үйлдвэрлэлийн цикл бүхий бүтээгдэхүүн боловсруулахад маш тохиромжтой. Эдгээр аргуудын тусламжтайгаар багаж хэрэгслийн зардлын зардлыг хэмнээд зогсохгүй үйлдвэрлэл, боловсруулалтын мөчлөгийг богиносгож, үйлдвэрлэлийн өртгийг бууруулж, бүтээгдэхүүний чанарыг сайжруулах боломжтой. Эдгээр боловсруулах арга, ашиглалтын ур чадварыг ижил төстэй бүтэцтэй CNC хэвлэлийн тоормосны гулзайлтын машинд хэрэглэж, сурталчлах боломжтой.
Холбоотой бүтээгдэхүүн
 Гидравлик тоормосны машины тонныг хэрхэн сонгох вэ
Гидравлик тоормосны машины тонныг хэрхэн сонгох вэ- Гулзайлтын дунд ба зузаан хавтангийн WILA үр дүнтэй шийдэл
- Хэвлэлийн тоормосны гулзайлтын машинд тохирох хэвийг хэрхэн сонгох вэ
- Гулзайлтын машин хэвний ердийн гулзайлтын дараалал ба өдөр тутмын хэрэглээний тодорхойлолт
- Хэвлэлийн тоормосны гулзайлтын машинд нөхөн олговрын системийг яагаад нэмэх вэ?
- CNC хэвлэлийн тоормосны гулзайлтын машины ажиллах зарчим ба найрлага
- Хятад хэвлэлийн тоормосны гулзайлтын машин хөгц
- Хэвлэлийн тоормосны гулзайлтын тэтгэмжийг хэрхэн тооцоолох вэ
- Press Brake Crowning гэж юу вэ
- Металл тоормосны машины 2021 оны шилдэг гарын авлага