Зэвэрдэггүй ган угаалтуур үйлдвэрлэх үйл явцыг товч танилцуулна уу. Зэвэрдэггүй ган угаалтуур үйлдвэрлэх нь ерөнхийдөө түүхий эд материалын сонголт, үйлдвэрлэлийн процесс, гадаргуугийн боловсруулалт гэх мэт орно. Ерөнхийдөө эдгээр гурван үе шат шаардлагатай бөгөөд эдгээрээс түүхий эдийг сонгох, үйлдвэрлэл, боловсруулалтын үйл явц хамгийн чухал байдаг.
Түүхий эдийг сонгох
Одоогийн байдлаар дотоодын зэвэрдэггүй ган угаалтуур үйлдвэрлэгчдийн ихэвчлэн ашигладаг зэвэрдэггүй ган материал нь 0.8-1.0 мм зузаантай зэвэрдэггүй ган хавтан бөгөөд угаалтуур үйлдвэрлэхэд хамгийн тохиромжтой. Хэрвээ хавтан нь хэтэрхий нимгэн байвал энэ нь угаалтуурын ашиглалтын хугацаа, хүч чадалд нөлөөлнө. Хэрвээ хавтан нь хэтэрхий зузаан байвал угаасан ширээний хэрэгслийг гэмтээх нь амархан байдаг.

Үйлдвэрлэлийн үйл явц
Зэвэрдэггүй ган угаалтуур савыг гагнуур хийх, нэг удаагийн хэлбэржүүлэх гэсэн хоёр үндсэн боловсруулалт хийдэг.
1. Гагнуурын арга
Гагнуурын арга нь ховилын гадаргуу болон ховилын их биеийг тус тусад нь цоолж, дараа нь гагнуураар хоёрыг холбож, гагнуурын гадаргууг дүүргэж, өнгөлнө. Ерөнхийдөө урд талд нь гагнуурын ул мөр байхгүй. Энэхүү үйлдвэрлэл, боловсруулалтын арга нь процессын хувьд энгийн бөгөөд жижиг цоолтуурын төхөөрөмж, энгийн хэвний тусламжтайгаар хүрч болно. Ерөнхийдөө 0.5-0.7 мм-ийн зэвэрдэггүй ган хавтанг ашигладаг. Энэхүү боловсруулалтын арга нь үйлдвэрлэлийн явцад алдагдал багатай, өртөг нь харьцангуй бага байдаг. Тиймээс энэ аргаар үйлдвэрлэсэн зэвэрдэггүй ган угаалтуурын үнэ харьцангуй бага байна. Одоо энэ нь ердийн үйлдвэрлэгчийн бүтээгдэхүүн юм бол гагнуурын процесс нь тоон хяналтын долгионы эсэргүүцлийн гагнуураар гагнаж, чанар нь дамждаг. Хоёр арга бий:
1) Эхнийх нь сав ба хавтангийн эргэн тойрон дахь гагнуурыг давхаргын гагнах (доод гагнуур) гэж нэрлэдэг.
Үүний давуу тал нь үзэсгэлэнтэй дүр төрх юм. Нарийн эмчилгээ хийсний дараа гагнуурыг олох нь тийм ч хялбар биш бөгөөд угаалтуурын гадаргуу нь тэгш, гөлгөр байдаг. Сул тал нь зарим хэрэглэгчид түүний бат бөх байдалд эргэлздэг. Үнэн хэрэгтээ одоогийн гагнуурын технологид голчлон нуман гагнуур, хамгийн дэвшилтэт тоон хяналтын эсэргүүцлийн гагнуур багтсан бөгөөд чанар нь өнгөрчээ. Энэ гагнуурын аргын сул тал нь маш их материал зарцуулдаг бөгөөд хоёр ган хавтанг цоолох шаардлагатай болдог.
2) Нөгөө нь тулгаа гагнуур гэж нэрлэгддэг хоёр дан савыг нэг болгон тулгасан гагнуур юм.
Давуу тал нь сав баглаа боодол, хавтан нь салшгүй сунаж тогтсон, бат бөх, удаан эдэлгээтэй байдаг. Сул тал нь гагнуурын ул мөрийг харахад хялбар, тэгш байдал нь бага зэрэг муу байдаг. Үнэн хэрэгтээ зарим нэг шатлалт давхар савтай угаалтуурууд нь нэг материалаас тамгагүй, харин хоёр дан саваар тусгайлан гагнагдсан байдаг. Худалдан авахдаа гагнуурын холбоос нь хоёр угаалтуурын дунд байгаа бөгөөд энэ нь урвуу талаас нь харж болно. Нэг хавтан нь хоёр угаалтуур руу цоолж байна. Дэлхий дээр ийм технологи байхгүй. Тулгаагаар гагнасан тогоонд хийх хамгийн хэцүү зүйл бол савны тэгш гадаргууг хангах явдал юм. Хэрэв энэ нь баталгаатай бол энэ нь үнэхээр хамгийн сайн арга юм. Энэ нь ерөнхий сунгалттай ижил материал ашигладаг тул нийлмэл сунгалтын сунгалтын асуудлыг шийдэж чадна.
Угаалтуурын гагнуурын чанар нь угаалтуурын ашиглалтын хугацаанд нөлөөлдөг хамгийн чухал хүчин зүйл юм. Сайн гагнуур нь зэв, гагнуураас урьдчилан сэргийлэх боломжтой. Гагнуур нь гөлгөр, гөлгөр, нягт, хуурамч гагнуургүй, зэвний толбогүй, гөлгөр байх ёстой. 18 см-ээс дээш гүнтэй бүх давхар савыг гагнаж байна. Давхар савтай савыг нэгэн зэрэг 18см-ээс дээш сунгасан (танкны гүн, савны нийт өндөр ба савны хажуугийн хэмжээ биш) учраас энэ нь боловсруулах технологийн хязгаарын гүн юм.
2. Нэг удаагийн хэлбэржүүлэгч салшгүй суналтын арга (голдуу нэг ховилд ашигладаг)
Зэвэрдэггүй ган угаалтуурыг боловсруулах энэ аргыг бүхэл бүтэн материалаар хийдэг бөгөөд энэ нь харьцангуй өндөр боловсруулалтын төхөөрөмж, хөгц шаарддаг. Нэг удаагийн хэлбэржүүлэлт нь хуудасны өндөр чанар, уян хатан чанарыг шаарддаг тул ерөнхийдөө 0.8-1мм зузаантай зэвэрдэггүй ган хавтангаар цоолдог. Интеграл хэв болон импортын цоолтуурын шахагч төхөөрөмжийг ашиглана. Нэг удаагийн хэвлэх аргын үйлдвэрлэлд хуудасны ирмэг их хэмжээний зүсэлт алдагдаж, хэв, тоног төхөөрөмжийн хөрөнгө оруулалт их байдаг тул өртөг өндөр байдаг. Тиймээс энэ аргаар үйлдвэрлэсэн зэвэрдэггүй ган угаалтуур нь илүү үнэтэй байдаг.
Нэг удаагийн хэвлэх үйлдвэрлэлийн процесс нь маш их алдартай бөгөөд үйлдвэрлэлийн үйл явц нь хэцүү байдаг. Энэ төрлийн үйлдвэрлэлийн технологи нь маш их эрэлт хэрэгцээтэй бөгөөд нэг хэсэг хэлбэржүүлэх үйл явц нь өндөр ган хавтан материал шаарддаг онцгой чухал процесс юм. Гагнуур нь янз бүрийн химийн шингэн (угаалгын нунтаг, зэвэрдэггүй ган цэвэрлэгч гэх мэт) зэврэлтийг тэсвэрлэх чадваргүй сав газрын гагнуурын улмаас үүссэн гоожсон асуудлыг шийдсэн. Гэхдээ таваг угаалтуур руу угаахад олон дутагдал байдаг, тухайлбал:
1) Үүсгэсэн угаалтуурын нийт зузаан нь тэгш бус, харьцангуй нимгэн, ихэвчлэн ойролцоогоор 0.7 мм байна. Энэ технологийг одоогоор даван туулж чадаагүй, угаалтуурын ёроол хэтэрхий нимгэн, савны зузаан нь 0.8-1.0 мм байх ёстой.
2) Угаалтуур нь хэтэрхий гүн байж болохгүй. Хэт гүн учраас угаалтуурын хана хэт нимгэн, хугарч, хэт гүехэн ус амархан асгарч, хэрэглэхэд хүндрэлтэй байдаг.
3) Сунгах усны савнууд нь ихэвчлэн 1200 градусаас дээш температурт өндөр температурт зөөлрүүлэхийг шаарддаг. Ийм эмчилгээ хийсний дараа усны савны хатуулаг нь байгалийн жамаар суларч, усны савны хатуулаг алдагдах нь гарцаагүй.
4) Ирмэгийн боловсруулалтын хувьд ерөнхий сунгасан сав нь ерөнхийдөө нэг давхаргатай фланц юм. Нэг талаас, угсралтын ажилтны гарыг огтолж авах нь маш их боломжтой юм. Хамгийн гол нь "арматурын хавирга" байхгүй, жин нь хангалттай биш юм. Үүний зэрэгцээ ус битүүмжлэх үр дүнд хүрэхэд хэцүү байдаг.
5) Нийт сунгах самбар нь тэгш байх нь хэцүү байдаг.
6) Зардал хэт өндөр байна. Материал, процесст тавигдах маш өндөр шаардлагаас шалтгаалан нэг сав газрын өртөг бараг нэмэгддэг.
Нэг удаагийн хэлбэржүүлэгч угаалтуурын давуу тал нь материал нь гагнасан савнаас илүү сайн, үйл явц нь төвөгтэй, боловсруулалт нь хүндрэлтэй байдаг. Угаалтуурыг гагнах үйл явц нь энгийн бөгөөд хавтан нь нэг удаад сайн үүсдэггүй, гэхдээ харьцангуй үнэ нь арай хямд бөгөөд доод хавтангийн зузаан нь нэг удаагийн хэлбэрээс зузаан байдаг. Энгийнээр хэлбэл, гагнасан угаалтуур болон нэг ширхэг угаалтуур хоёрын ашиглалтын ялгаа байхгүй. Гэсэн хэдий ч процессын шалтгааны улмаас зэвэрдэггүй ган угаалтуурыг хэт гүн болгох боломжгүй бөгөөд ус асгарах асуудал гардаг. Нэгдсэн угаалтуурын хамгийн чухал давуу тал нь савны гагнуурын цоорхой нь янз бүрийн химийн шингэнд (угаалгын нунтаг, зэвэрдэггүй ган цэвэрлэгч гэх мэт) зэврдэггүй тул гоожихгүй байх явдал юм. Гэвч энэ давуу тал нь баталгаат хугацаа урт учраас ямар ч давуу талгүй болсон.
Гадаргуугийн боловсруулалт
Одоогоор зэвэрдэггүй ган угаалтуурын гадаргуугийн дөрвөн төрлийн боловсруулалт байдаг: Нэг нь царцсан (сойз), нөгөө нь элс цацах (матт сувдан мөнгөлөг гадаргуу), гурав дахь нь өнгөлөх (толин тусгал), дөрөв дэх нь товойлгох юм.
1. Царцах (утас татах)
Одоогийн байдлаар зэвэрдэггүй ган угаалтуур боловсруулах үйлдвэрт хамгийн өргөн хэрэглэгддэг гадаргуугийн боловсруулалтын процесс нь царцалт (утас зурах) юм. Зарим үйлдвэрлэгчид царцах процессыг маш энгийнээр хийдэг бөгөөд өртөг нь бас бага байдаг. Зөвхөн нунтаглах дугуйг ашиглан өнгөлж болно. Ийм үйлчлүүлэгчид материалын гадаргуу дээр маш өндөр шаардлага тавьдаггүй. Гадаргуугийн бага зэрэг согогийг хэд хэдэн удаа өнгөлсний дараа арилгадаг.
Одоогийн байдлаар Вуси болон Жэжян хотын зарим зэвэрдэггүй ган түгээх нэгжүүд бүхэл бүтэн өнхрөх тос нунтаглах төхөөрөмжийг нэвтрүүлсэн нь зэвэрдэггүй ган угаалтуур боловсруулах аж ахуйн нэгжүүдийн босгыг дээшлүүлж байна. Бүтээгдэхүүний гадаргуугийн чанарт илүү анхаарал хандуулах хэрэгтэй. Мэдээжийн хэрэг, бүх өнхрөх тосыг тээрэмдэх нь мөн материалын гадаргуугийн чанарыг шалгах, үүнд үйлчлүүлэгчээс шаардагдах гадаргууг боловсруулах хэв маяг, бүтэцтэй чиглэл гэх мэт. Энэхүү боловсруулалтанд амархан гарч ирдэг согогууд процесс нь өнгөний ялгааны зурвас, чичиргээний хэв маяг, боловсруулалтын явцад бүсийг унтраах эсвэл өөрчилснөөс үүссэн догол болон хэв маягийн гүн юм.
2. Элс цацах (матт сувдан мөнгөлөг гадаргуу)
Зэвэрдэггүй ган угаалтуурын элсэнцэрийн дараа үзүүлэх нөлөө нь сувдан мат юм. Давуу тал нь тосонд наалддаггүй, маш гоё байдаг. Энэхүү гадаргууг боловсруулах үйл явц нь Европт маш их алдартай бөгөөд загварлаг юм. Зарим гэр ахуйн цахилгаан хэрэгслийн гадаргууг боловсруулахад бараг бүх экспортын үйлдвэрлэгчид энэхүү боловсруулалтын хэв маягийг ашигладаг. Элс тэсэлгээнд голчлон шидэлтийн тэсэлгээний шилэн сувсыг, дараа нь химийн гадаргуугийн боловсруулалтыг ашигладаг.
3. Өнгөлгөө (толь)
Өнгөлгөө (толь) нь эхний өдрүүдэд өргөн хэрэглэгддэг гадаргуугийн боловсруулалтын хэв маяг юм. Гэсэн хэдий ч энэ нь эхэндээ гараар өнгөлөх эсвэл дараа нь механик өнгөлгөөнд тулгуурласан эсэхээс үл хамааран энэ нь гөлгөр, цацруулагч гадаргуугийн эрэл хайгуул юм. Гадаргуу нь хавтгай байх тусам тусгалын түвшин өндөр болно. Өнгөлгөө нь материалд өөрөө өндөр шаардлага тавьдаг бөгөөд боловсруулалтын явцад гадаргуугийн чанарыг хянахад хэцүү байдаг бөгөөд энэ нь хамгийн амархан зураастай байдаг. Тэгээд удаан хугацааны дараа толин тусгал нь алга болно.
4. Товойлгон зурах
Товойлгон хэв маягийг товойлгон материалаар хийсэн. Дотоодын гангийн үйлдвэрүүдэд энэ материалын нөөц байхгүй, энэ материалын үйлдвэрлэлийн технологи нь бүх гангийн үйлдвэрүүдэд байхгүй тул өртөг нь харьцангуй өндөр байдаг. Товойлгон материал нь элэгдэлд тэсвэртэй. Хэрэв энэ материалын алдар нэр нь бусад гадаргууг боловсруулсан материал шиг алдартай байж чадвал зах зээлд бас хүлээн зөвшөөрөгдөх болно гэж би хувьдаа боддог.

Зэвэрдэггүй ган угаалтуур үүсгэх тусгай процесс
1. Сунгах хэлбэр
1) Машин: хавтанг сунгахын тулд ихэвчлэн том тонн гидравлик пресс (200T) ба түүнээс дээш ашигладаг.
2) Мөөгөнцөр: Өнцөг нь хэт шулуун биш, ерөнхийдөө φ10-аас дээш, бүтэц нь боломжийн байх ёстой.
3) Материал: Ерөнхийдөө хавтангийн зузаан нь 0.8-1.0мм дотор байх шаардлагатай. Хэрэв энэ хэмжээнээс хэтэрвэл 500Т гидравлик пресс ч сул байх болно.
4) Дулааны боловсруулалт: Сунгасан усны савыг ихэвчлэн 1200 градусаас дээш температурт, суналтын дараа дотоод стрессийг арилгахын тулд өндөр температурт зөөлрүүлэх эмчилгээ шаардлагатай.
5) Гадаргуугийн боловсруулалт: утас зурах, өнгөлөх, өнгөлөх (ерөнхийдөө гөлгөр).
6) Үйл явц: Зууханд зурах тосыг нэмсний дараа хавтанг жигд сунгаж, хэлбэржүүлсний дараа анивчих, гадаргуугийн боловсруулалтыг хийж болно.
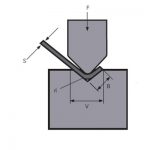
2. Гараар хэвлэх
1) Машин: ерөнхийдөө хэвлэлийн тоормос нугалах машин, хэлбэржүүлэх гидравлик пресс, гагнуур хийхэд аргон нуман гагнуурын машин ашигладаг.
2) Бэхэлгээ: гулзайлтын бэхэлгээ, гидравлик хэвлэлийн хэв.
3) Материал: Процесс нь гулзайлтын шинж чанартай байдаг тул хавтангийн зузаан нь хязгаарлагдахгүй бөгөөд эдийн засгийн хувьд боломжийн зузааныг ерөнхийд нь авдаг.
4) Гагнуур: Материалын зузаанаас хамааран өөр өөр гагнуурын гүйдлийг сонгож болно, жишээлбэл, 220А-аас доош гагнуурын гүйдлийг 1.2 мм-ийн хувьд ашигладаг.
5) Гадаргуугийн боловсруулалт: утас зурах, өнгөлөх, өнгөлөх (ерөнхийдөө гөлгөр).
6) Үйл явц: Ерөнхийдөө хуудсыг нугалж, эхлээд хэлбэржүүлж, дараа нь хажуугийн давхаргыг оригами хайрцаг шиг гагнаж, эцэст нь гадаргуугийн боловсруулалтыг хийдэг.
Холбоотой бүтээгдэхүүн
 ТОМ БИЗНЕС хийхийн тулд бидэнтэй нэгдээрэй!
ТОМ БИЗНЕС хийхийн тулд бидэнтэй нэгдээрэй!- Гилотин хяргах машиныг хэрхэн ажиллуулах вэ
- Гулзайлтын дунд ба зузаан хавтангийн WILA үр дүнтэй шийдэл
- Хэвлэлийн тоормосны гулзайлтын машинд тохирох хэвийг хэрхэн сонгох вэ
- Тоормосны дарагчийг юугаар хийдэг вэ? Хэвлэлийн тоормосны хэрэгсэл гэж юу вэ?
- Гулзайлтын машин хэвний ердийн гулзайлтын дараалал ба өдөр тутмын хэрэглээний тодорхойлолт
- Кантоны үзэсгэлэн
- QC11Y 12x6000мм гидравлик гилотин хайчыг Аргентинд хүргэв.
- Шилдэг 10 гилотин хяргах машин үйлдвэрлэгчид
- 1000W 1500W 2000W гар аргаар лазер гагнуурын шилэн лазер гагнуурын машин зэвэрдэггүй ган металл хуудас